To właśnie honowanie cylindra decyduje często o tym, czy po remoncie silnik będzie pracował równo, trzymał kompresję i prawidłowo współpracował z nowymi pierścieniami. W praktyce nie chodzi o „wypolerowanie” gładzi, tylko o precyzyjne wykończenie powierzchni tak, by zatrzymała film olejowy i ułatwiła dotarcie. Poniżej rozkładam ten temat na czynniki pierwsze: od sensu samej obróbki, przez przebieg w warsztacie, aż po koszty i błędy, które najłatwiej psują efekt.
Najważniejsze rzeczy, które trzeba wiedzieć przed zleceniem tej obróbki
- To obróbka wykańczająca gładzi, a nie sposób na naprawę dużych uszkodzeń geometrii.
- Dobra siatka honownicza pomaga utrzymać olej i przyspiesza prawidłowe dotarcie pierścieni.
- Sam zabieg ma sens dopiero po pomiarze średnicy, owalizacji i stożkowatości cylindra.
- Jeśli cylinder ma głębokie rysy albo duże zużycie, samo honowanie nie wystarczy.
- W Polsce ceny zaczynają się zwykle od kilkuset złotych za prostą usługę i rosną wraz z zakresem korekty.
- Po odbiorze silnika liczy się czystość, właściwy montaż i spokojne docieranie.
Czym jest to wykończenie i po co się je robi
W silniku nie szukam „ładnej” powierzchni, tylko takiej, która będzie pracować pod obciążeniem. Honowanie to końcowa obróbka gładzi cylindra, wykonywana po to, żeby nadać jej odpowiednią mikroteksturę i poprawić współpracę z pierścieniami tłokowymi. Dzięki temu olej nie spływa zbyt szybko, a pierścienie mają warunki do równomiernego ułożenia się na ściance.
Najważniejsza korzyść jest praktyczna: mniejsze ryzyko tarcia granicznego, lepsze uszczelnienie komory spalania i stabilniejsza kompresja. To nie jest zabieg „na oko”. W dobrze przygotowanym cylindrze liczy się geometria, chropowatość i wzór rys, bo każdy z tych elementów wpływa na to, jak szybko pierścienie się ułożą i ile oleju zostanie na ściance.
Ja traktuję tę obróbkę jako etap, który ma domknąć remont, a nie go zastąpić. Jeśli wcześniej cylinder jest mocno owalny, ma stożek albo głębokie uszkodzenia, sama struktura powierzchni nie naprawi problemu. Właśnie dlatego przed jakąkolwiek decyzją trzeba najpierw zmierzyć blok, a dopiero potem wybierać metodę. To prowadzi wprost do samego procesu.
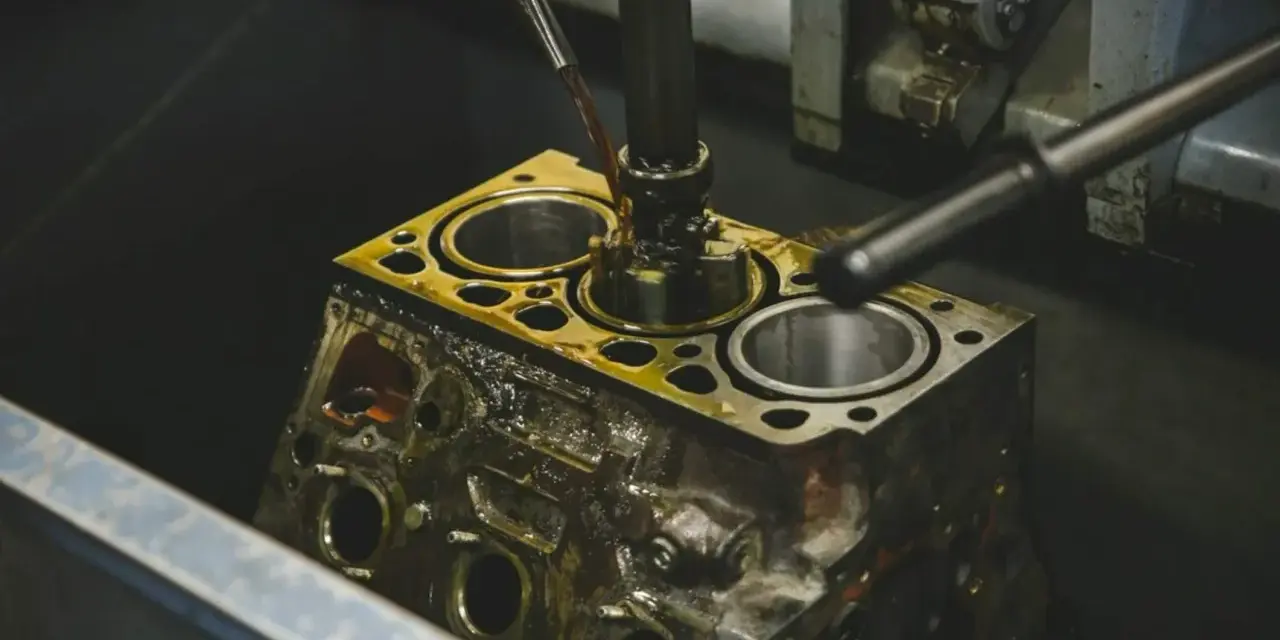
Jak przebiega proces w warsztacie
Najpierw robi się pomiar, a dopiero później cokolwiek się szlifuje. Dobry warsztat sprawdza średnicę w kilku przekrojach i w dwóch kierunkach, bo tylko wtedy widać, czy cylinder jest równy, owalny albo zwężony ku górze czy dołowi. Bez tego można łatwo „odświeżyć” powierzchnię, ale zostawić w środku błąd geometrii, który po kilku tysiącach kilometrów wróci ze zdwojoną siłą.
Następnie dobiera się narzędzie i materiał ścierny do konkretnego zadania. W praktyce honownica wykonuje jednocześnie ruch obrotowy i posuwisto-zwrotny, dzięki czemu na ściance powstaje charakterystyczny wzór krzyżowy. Zwykle dąży się do kąta około 45 stopni, choć konkretny punkt odniesienia zależy od zaleceń producenta pierścieni i typu silnika. W jednostkach motocyklowych i samochodowych zasada jest ta sama, ale detale potrafią się różnić.
Na końcu ważne są czynności, które amatorzy często pomijają. Cylinder trzeba bardzo dokładnie umyć, usunąć pył ścierny, sprawdzić krawędzie przy górze tulei i zabezpieczyć powierzchnię cienką warstwą oleju. Jeśli po przetarciu białą szmatką zostaje szary osad, to dla mnie sygnał, że blok nie jest jeszcze gotowy do montażu. Kiedy ta baza jest już jasna, można przejść do pytania, kiedy samo honowanie wystarczy, a kiedy trzeba ingerować mocniej.
Kiedy samo honowanie wystarczy, a kiedy trzeba więcej
To bardzo ważne rozróżnienie, bo od niego zależy koszt i trwałość naprawy. Jeśli cylinder ma tylko lekkie zużycie, delikatne zarysowania i geometrię mieszczącą się w tolerancji, zwykle wystarczy odświeżenie gładzi oraz nowe pierścienie. Jeśli jednak pojawiła się owalizacja, stożkowatość albo głębsze rysy po zatarciu, sama siatka na ściance nie rozwiąże problemu.
| Sytuacja | Co zwykle robi się w praktyce | Dlaczego to ma sens |
|---|---|---|
| Lekkie zużycie, brak głębokich rys | Honowanie i montaż nowych pierścieni | Przywraca warunki do prawidłowego dotarcia bez zbędnego zdejmowania materiału |
| Owalizacja lub stożkowatość poza tolerancją | Szlif, roztaczanie albo inna korekta geometrii, potem honowanie | Najpierw trzeba naprawić kształt, dopiero potem strukturę powierzchni |
| Głębokie rysy, zatarcie, większy ubytek materiału | Tulejowanie lub tłok nadwymiarowy, a następnie końcowe honowanie | Tu chodzi już o odbudowę właściwego wymiaru roboczego |
| Powłoka typu nikasil uszkodzona | Specjalistyczna regeneracja lub ponowne pokrycie powłoką | Takiej powierzchni nie traktuje się jak zwykłej żeliwnej tulei |
Wniosek jest prosty: honowanie nie jest magicznym ratunkiem na wszystko. Ma sens wtedy, gdy geometria cylindra jeszcze się broni albo została wcześniej poprawiona inną obróbką. Jeśli ktoś proponuje samo „przejechanie honownicą” przy wyraźnym zużyciu, podchodzę do tego ostrożnie. Skoro wiemy już, kiedy metoda ma sens, warto zobaczyć, jakiej powierzchni naprawdę trzeba oczekiwać po dobrze wykonanej pracy.
Jakiej powierzchni oczekiwać po dobrze wykonanej obróbce
Najgorsze nieporozumienie polega na tym, że wiele osób wyobraża sobie idealnie gładki cylinder. W rzeczywistości zbyt gładka ścianka bywa gorsza niż lekko chropowata, bo olej nie ma się czego trzymać. W silniku lepsza jest kontrolowana mikrotekstura niż połysk, który wygląda dobrze tylko na zdjęciu.
W praktyce zwraca się uwagę na trzy rzeczy: kąt krzyżowania rys, chropowatość i tak zwany profil plateau, czyli powierzchnię, na której wierzchołki są już „ścięte”, a doliny nadal magazynują olej. Orientacyjnie w silnikach często spotyka się chropowatość Ra w okolicach 0,4-1,0 µm, ale dokładny cel zależy od tłoków, pierścieni i zaleceń producenta.
| Parametr | Co oznacza | Jak to czytam jako mechanik |
|---|---|---|
| Kąt krzyżowania | Nachylenie przecinających się rys | Zwykle okolice 45 stopni, czasem inaczej według pierścieni |
| Ra | Średnia chropowatość powierzchni | Powierzchnia nie może być ani zbyt agresywna, ani wypolerowana na lustro |
| Rpk | Wysokość wierzchołków | Powinien być niski, żeby pierścienie nie ścierały się na starcie zbyt mocno |
| Rvk | Głębokość dolin | To rezerwa oleju, która pomaga utrzymać smarowanie pod obciążeniem |
Jeżeli po odbiorze cylinder wygląda „za ładnie”, bez śladu struktury, to dla mnie nie jest dobry znak. Jeśli z kolei widać ostre, nierówne rysy albo pył po obróbce, efekt też nie jest właściwy. Taki detal decyduje później o docieraniu, zużyciu oleju i kompresji, dlatego za chwilę przechodzę do pieniędzy, bo cena zwykle odzwierciedla właśnie dokładność całego procesu.
Ile to kosztuje i od czego zależy cena
W Polsce koszt mocno zależy od stanu cylindra, materiału i tego, czy mówimy o prostej korekcie gładzi, czy o pełnej regeneracji bloku. Przy lekkim zużyciu można spotkać ceny od około 150 do 250 zł za cylinder, ale gdy w grę wchodzi korekta geometrii, pomiar, selekcja tłoka i dokładniejsza obróbka, kwota rośnie do kilkuset złotych. Przy wyczynowych jednostkach, tulejowaniu albo specjalnych powłokach widełki idą jeszcze wyżej, często od około 700 zł wzwyż, a w bardziej wymagających przypadkach nawet do 1500 zł i więcej.
| Zakres prac | Orientacyjny koszt | Kiedy to ma sens |
|---|---|---|
| Proste odświeżenie gładzi | 150-250 zł | Przy niewielkim zużyciu i bez dużych błędów geometrii |
| Honowanie z pomiarem i korektą pod nowe pierścienie | 250-700 zł | Gdy trzeba już świadomie dopasować wymiar i strukturę powierzchni |
| Zaawansowana obróbka, tulejowanie, nikasil, silniki sportowe | 700-1500 zł+ | Przy większym zużyciu, nietypowych materiałach lub wyższym wymaganiu dokładności |
Na cenę wpływa też to, czy warsztat robi samą usługę, czy od razu dołącza dokładny pomiar, protokół i zalecenia montażowe. Z mojego punktu widzenia tańsza oferta bez kontroli wymiaru bywa pozorną oszczędnością. Lepiej zapłacić więcej za precyzję niż później wracać z silnikiem, który bierze olej albo nie chce się poprawnie dotrzeć. Po odbiorze nie kończy się jednak praca, bo równie ważne są pierwsze kilometry i sposób montażu.
Co zrobić po odbiorze silnika
Po honowaniu najczęściej wygrywa nie ten, kto pierwszy odpali silnik, tylko ten, kto najlepiej go przygotuje do życia. Cylinder trzeba umyć do absolutnej czystości, a wszystkie kanały olejowe przepłukać tak, by nie zostały w nich drobiny ścierne. Potem dochodzi lekkie zabezpieczenie powierzchni olejem montażowym i kontrola, czy wszystkie elementy pasują zgodnie z założonym luzem.
W pierwszym okresie po złożeniu nie zalecam katowania jednostki. Zmienna praca na umiarkowanym obciążeniu pomaga pierścieniom ułożyć się do gładzi, a jednocześnie nie przegrzewa świeżo obrobionej powierzchni. W praktyce pierwszy etap docierania zwykle rozciąga się na pierwsze 100-500 km, ale wszystko zależy od zestawu tłok-pierścienie, rodzaju oleju i zaleceń producenta. Niektóre współczesne zestawy układają się szybciej, inne potrzebują spokojniejszego startu.
- Nie trzymaj silnika długo na wolnych obrotach tuż po złożeniu.
- Unikaj pełnego obciążenia przez pierwsze kilometry.
- Kontroluj poziom oleju częściej niż zwykle.
- Po pierwszej jeździe sprawdź, czy nie ma nieszczelności i nietypowych odgłosów.
Jeśli ktoś zignoruje ten etap, nawet dobrze przygotowana powierzchnia nie da pełnego efektu. Właśnie dlatego po obróbce trzeba myśleć o całym układzie, a nie tylko o samym cylindrze. To prowadzi do ostatniej rzeczy, która najczęściej odróżnia dobrą usługę od przeciętnej: podejścia warsztatu do pomiaru i odpowiedzialności za wynik.
Jak wybrać warsztat, który naprawdę mierzy, a nie zgaduje
Z mojego punktu widzenia dobry warsztat zaczyna od danych, nie od domysłów. Jeśli ktoś nie pyta o tłoki, pierścienie, materiał cylindra i objawy zużycia, to już jest sygnał ostrzegawczy. Przy tej obróbce liczy się nie tylko sprzęt, ale też to, czy mechanik potrafi dobrać proces do konkretnego silnika, zamiast robić wszystko jednym schematem.Przy rozmowie z warsztatem warto zapytać o kilka rzeczy: czy mierzą cylinder przed i po obróbce, czy dobierają kąt rys pod pierścienie, czy potrafią pracować z nikasilem, tuleją żeliwną i aluminium oraz czy podają zalecenia montażowe. Dobrze, jeśli dostajesz nie tylko cenę, ale też informację, jaki luz i jaki stan powierzchni zostaną osiągnięte. To ważniejsze niż sam fakt, że „będzie zrobione”.
Uważam też, że ręczne odświeżenie ma sens tylko przy naprawdę lekkim zużyciu i wtedy, gdy wiadomo, po co się je robi. Jeżeli silnik ma już wyraźne ślady zużycia, lepiej zaufać pomiarowi i obróbce maszynowej niż liczyć na szybki zabieg z nadzieją, że reszta sama się ułoży. Dobrze wykonane honowanie cylindra nie kończy remontu, tylko daje mu właściwy punkt startu: z odpowiednią geometrią, filmem olejowym i szansą na równe dotarcie pierścieni.